DESIGN STATION

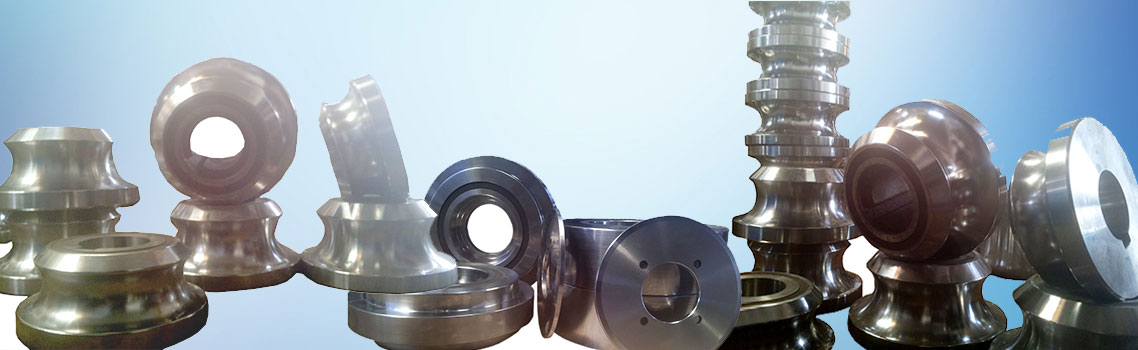
NEWLOOK METALTECH designs rolls on CAD stations with preferably edge, U and 'W' formation considering strain factors. The profiles are generated by software and strip strain analysis is done to avoid any overloading at any stage during forming. ROLL MATERIAL Forged Alloy Tool Steels are used as roll material and are selected in accordance with end use and functional requirements. Optimum strip width is calculated through the software to increase material yield in strip processing line and to improve weld quality of tube.

Computer-aided design (CAD) is used in the creation, modification, analysis, or optimization of a roll design.
It used to increase the productivity of the designer, improve the quality of design, improve communications through documentation, and to create a database for manufacturing
Creating the documentation of designing is one of the most important parts of designing and this can be made very conveniently by the CAD software. The documentation of designing includes geometries and dimensions of the product, its subassemblies and its components, material specifications for the components, bill of materials for the components etc.
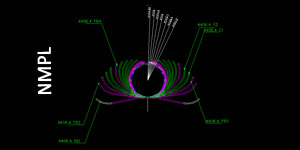
Whole Process Chain of Roll Forming
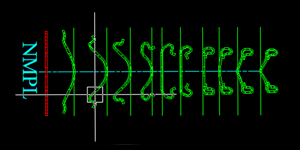
In the roll forming process, flat strip is fed through successive set of rolls until it is formed into some desired cross-section. The strip thickness remains nominally unchanged during forming. The transverse cross-sectional area is constant and is usually made up of linear elements separately by circular arcs. Rollforming, is a type of rolling involving the continuous bending of a long strip of sheet metal (typically coiledsteel) into a desired cross-section. The strip passed through sets of rolls mounted on consecutive stands, each set performing only an incremental part of the bend, until the desired cross-section (profile) is obtained. Roll forming is ideal for producing constant-profile parts with a variety of cross-section profiles can be produced, but each profile requires a carefully crafted set of roll tools. Design of the rolls starts with a flower pattern, which is the sequence of profile cross-sections, one profile for each stand of rolls. Roll-formed sections may have advantages over extrusions of a similar shapes. Roll formed parts may be much lighter, with thinner walls possible than in the extrusion process, and stronger, having been work hardened in a cold state.
In roll design, five steps are taken into consideration, namely :
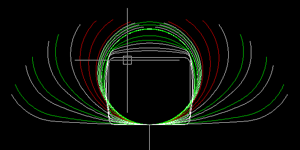
Develop a cross-sectional drawing;
Calculate the strip width;
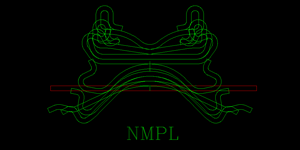
Produce a bend progression, or section flower;
Layout and design the roll tooling around the flower
Incorporate tooling accessories.

Based on The mechanical properties of the strip material (yield strength Y and modulus of elasticity E) and the horizontal center distance (H) between passes or stations, section flower can be developed by calculating the metal movement of the strip edges (MM) which is used in determining the proper number of passes (n), bend angle increment (∆θ).